Интернет магазин: Войти | Регистрация
г. Химки, Молодежный проезд д.8
Пн – Пт с 10.00 до 20.00
Воскресенье - выходной
Типовые причины повреждения термопленок в печках Kyocera FK-1150
Несмотря на кажущуюся простоту, в печках FK-1150 довольно сложная физика удержания термопленки в рабочем положении.
Во-первых, выступы по центру основания оригинальной прижимной планки выше, чем выступы по краям. Это сделано намеренно для выравнивания прижима к резиновому валу, к которому усилие прижима приложено по краям, а сам резиновый вал в этих печках (оригинальный и CET7842) имеет по центру на доли миллиметра меньший диаметр, чем по краям. Это сделано, чтобы термопленка не сползала к краям.
Во-вторых, имеет большое значение равномерность распределения силы трения по длине планки.
В-третьих, большое влияние на работу оказывает расположение, площадь и наклон "пятна контакта" - области, в которой термопленка прижата к прижимному валу.
Нарушение баланса сил трения термопленки о прижимную планку нередко приводит к повреждению термопленки.
Для трехслойных термопленок на полимерной основе CET7841 чаще всего повреждение происходит в виде складки ближе к середине термопленки:
Нам известны следующие типовые нарушения, которые могут привести к дисбалансу сил трения:
- Самый распространенный вариант - поврежденная тканевая накладка "сама по себе". Оригинальные тканевые накладки в этих печках нечасто работают более 40–60 тысяч страниц.

- Использование тканевых накладок сторонних производителей, имеющих высокую жесткость и абразивность, а также плохо удерживающих смазку на поверхности.

- Использование неподходящей смазки или ее неравномерное нанесение на планку. На нашем сайте есть подробные видео-инструкции, показывающие рекомендованные способы смазки
- тканевой накладки CET7420 и
- для прижимной планки в сборе CET6901N- для этой планки способ смазки отличается.
- Использование в качестве тканевой накладки чистящего полотенца от фьюзеров машин высокой производительности, намотанного в несколько слоев на основание планки.

В результате этого происходит следующее:
- Существенно меняется сила прижима планки к термопленке.
- Планка становится более подвижной в поперечном направлении. Другими словами, планка больше болтается в посадочных местах.
- Возможно образование складок, притормаживающих термопленку в определенной области.
- Использование основания планки со срезанными или сплавленными при предыдущей эксплуатации опорными выступами. Срезают выступы обычно те, кто наматывает чистящее полотенце фьюзера в качестве тканевой накладки.

Сплавленные выступы часто можно увидеть как следствие использования совместимых термопленок с блестящей внутренней поверхностью, приводящих к перегреву планки.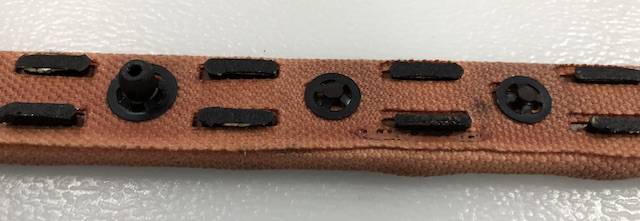
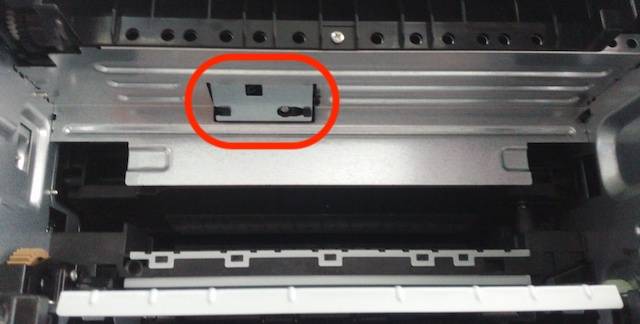
Бывает, что перегрев возникает по причине загрязнения или неисправности бесконтактного датчика температуры, который находится в машине над печкой (Thermopile).
Сплавленные или срезанные выступы приводят к следующему:
- Существенно меняется сила прижима планки к термопленке.
- Планка становится более подвижной в поперечном направлении.
- Прижим термопленки в центре снижается больше, чем по краям, где прижим и так выше.
- «Кривой» или поврежденный прижимной (резиновый) вал. Перед повторным использованием вала прокатите его по ровной поверхности, наблюдая за просветом между валом и поверхностью (для удобства можно использовать фонарик). По центру должен быть просвет не более 0,5 мм, он не должен заметно изменяться при прокатывании (вал не должно «бить»).
- Ошибки при сборке печки, в результате которых сила прижима планки к термопленке значительно отличается на ее концах, что приводит к скручиванию термопленки и образованию складок.
Типовые ошибки сборки:
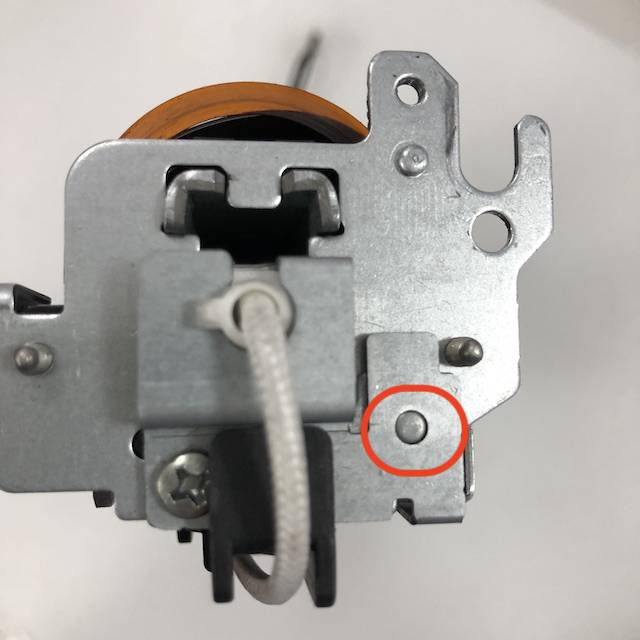
- Перекосы деталей при сборке секции нагревателя. Для минимизации рисков возникновения таких перекосов рекомендуем следовать принципу «минимально необходимой разборки» - не снимать пластиковый кронштейн проводов лампы в верхней части секции, не снимать вторую торцевую пластину с опорной втулкой термопленки. Именно такая разборка/сборка показана в нашей видео-инструкции. Также, после сборки секции нагревателя нужно проверить совмещение деталей в нескольких точках.



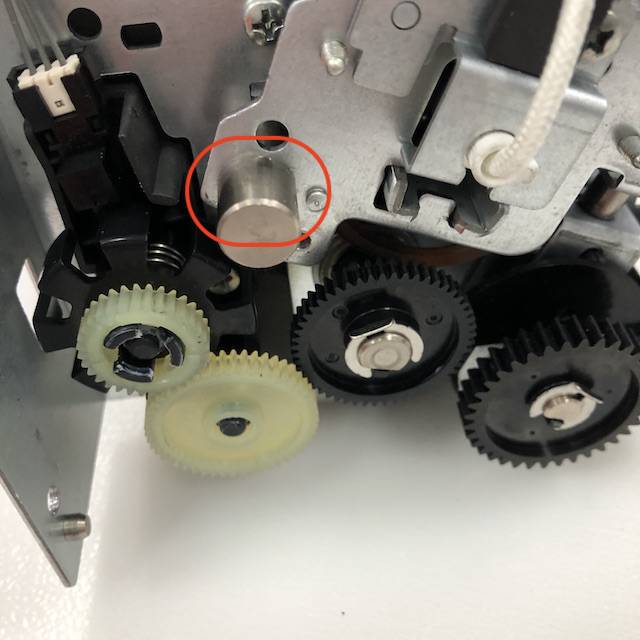
Установка секции нагревателя в печку с перекосом. Она должна встать в пазы на осях по бокам так, чтобы не пришлось ее придавливать для крепления торцевыми фиксаторами. Если приходится давить, значит где-то была допущена ошибка – нужно ее снять и пересобрать.
- После установки секции нагревателя обнаружили, что прижимной вал выпал из своих посадочных мест и вернули его на место, не снимая секцию нагревателя. Во время этой операции также возможно возникновение перекосов. Снимите секцию нагревателя, установите прижимной вал на место, установите секцию нагревателя на место.











Комментарии
Пока нет комментариев